Chinese | English
Skype: zhiguang.wu
Email:15230713671@163.com
Address: North Mengcun Industrial Park, Mengcun Hui Autonomous County, Cangzhou, Hebei.
Pipe fitting equipment manufacturing and production process
Pipe fitting equipment manufacturing and production process
The company mainly produces all kinds of different type and material of the pipe equipment, pipe equipment model is according to the customer's requirements for manufacturing and production of people, who buy the company's pipe equipment customers of our company will provide to the customer at a reasonable price, let customers to use good fitting equipment, achieve customer satisfaction!
Pipe fittings mainly include: pipe bender, elbow machine, tee machine, pipe expanding machine, press, beveling machine and so on.Pipe fittings produced by pipe fittings equipment are mainly used in the process of pipe installation, and the way used in the installation process is direct welding or flange connection, etc.
Pipe fittings equipment production material is divided into: carbon steel, alloy steel, stainless steel and so on.
Pipe fitting equipment is designed and manufactured for large caliber pipe engineering and the growing market demand for various specifications of pipe bending.The diameter of pipe fitting equipment can be from 21 to 1620mm, and the wall thickness and diameter above 3 to 120mm can be manufactured by our company. Our company produces and manufactures pipe fitting equipment with high production efficiency, fewer failures and long service life.
The company mainly uses excellent joint steel manufacturing, so good mechanical properties, good wear resistance, use less fault, long life, smooth operation, pipe fittings equipment in the use process of smooth operation noise is small.
Production technology of medium frequency elbow machine for pipe fitting equipment
Intermediate frequency elbow unit components: main machine of elbow pushing machine, hydraulic pump station, operation table, motor control cabinet, intermediate frequency power supply, compensation capacitor, water cable, intermediate frequency coil adjusting frame, reactor.
The medium frequency elbow machine can push the diameter of the elbow is not more than Φ1420mm.
Elbow machine equipment advantages: elbow machine heating power supply part - power output.Using voltage stabilization technology, even if the incoming voltage fluctuates by 10%, it can still keep the IF output power stable.Energy saving, low noise and low pollution.Elbow machine adopts hydraulic automatic feeding.The elbow machine gate is opened and closed by hydraulic pressure.Elbow machine coil bracket up and down, before and after, swing by motor adjustment, stable operation.The elbow machine adopts two or four cylinders to push the system according to the needs of the equipment, and the equipment runs smoothly.
The middle frequency elbow machine due to the formation of the elbow, the main power is the hydraulic cylinder, heating method is the middle frequency heating.Elbow diameter from 21mm-1620mm, wall thickness from 3-120mm we can do.
Medium frequency bending machine is mainly used in petroleum, chemical, electric power and other industries production, 1-2D above carbon steel.Intermediate frequency elbow machine is made of elbow equipment, and now intermediate frequency elbow machine is the most important molding production and production process when the elbow is formed. First, the production speed of the elbow is fast, and then the production time of the elbow can be produced in batch.Another is that the elbow pushed by the elbow pushing machine is of good quality. The molding process of pushing the elbow is the most important molding production method of the elbow now, and it is also a simple production process with high production efficiency.
The company mainly produces various types of medium frequency elbow machine, medium frequency pipe bender, tee machine, pipe expanding machine, press and other molds.Welcome the customers who need the above pipe fitting equipment to inquire and order!
The working principle and process design of elbow pushing machine
This series of elbow pushing machine is mainly used for carbon steel, alloy, stainless steel 1D\1.5D elbow cold pushing molding is also used for seamless steel pipe pushing into elbow commonly used equipment, can be customized according to user requirements.Mid. Small hydraulic push bending molding machine.
The structure of the elbow pushing machine:
The elbow pushing machine is composed of main machine, heating coil bracket, hydraulic system and electrical system.The main machine adopts welding structure, the heating coil bracket adopts profile welding, and the hydraulic system adopts integrated control mode to realize stable operation.The electrical system components choose high products.
This equipment is a new product independently developed by our factory and obtained the invention certificate.It is mainly designed and manufactured by pushing elbow into shape process
Working principle of elbow pushing machine equipment:
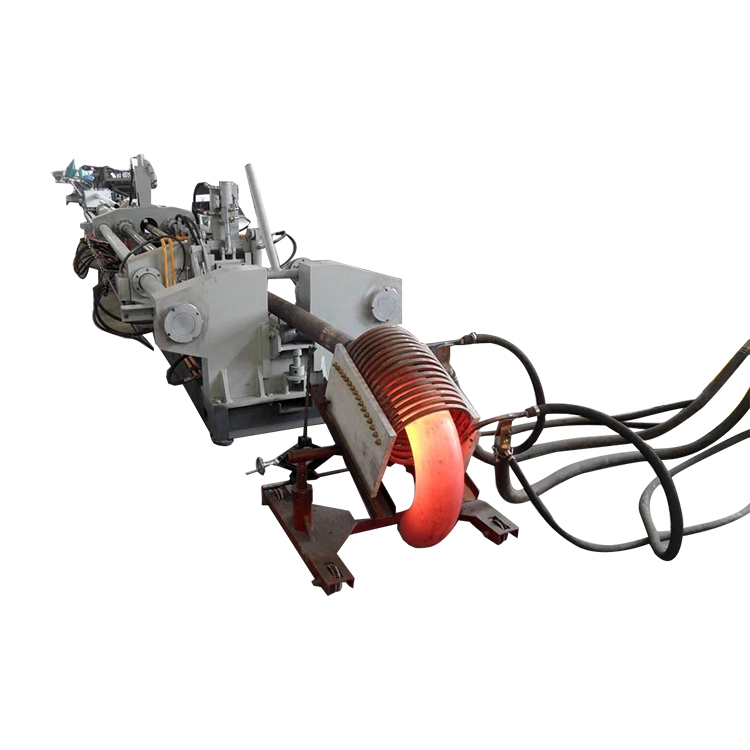
Put the cut raw materials on the core rod of the elbow mold, put the intermediate frequency induction wire trap on the end of the elbow mold core, start the cooling water pump and the intermediate frequency power supply, heat the raw materials to about 800°C, and then start the pushing machine to push the elbow.
Select the main push pump according to the elbow, select the speed of feeding, the gate, the mandil rod heated to the working temperature began to push, the work speed is adjustable, push to the middle point of the machine automatically stop, the hydraulic gate gate dead, the core rod feeding, loosen the gate back to the end, the gate gate to the outside diameter of the rod began to push.Note: the main push pump can be used at the same time, generally only one can be used.It can also be used to step back without stopping.Reverse pump can not be used at the same time, only one can start, the other standby.Feeding pump can only be used when feeding.The hydraulic system of the main oil pump is set as the stable pressure, and the hydraulic system of the auxiliary cylinder is set as the stable pressure.There are travel switches at both ends of the push machine stroke, the actual stroke should be less than the large stroke, that is, the two ends of the push plate before and after the actual end are left with some margin, so as to avoid the cylinder piston running to.
2283-2270.
- About us ABOUT US Company culture Production ability Service Process Service philosophy
- Device list ELBOW MACHINE PIPE BENDING MACHINE EXPANDING MACHIEN TEE MACHINE BEVELING MACHINE PRESS MACHINE MOULDS
- Video Center ELBOW MACHINE PIPE BENDING MACHINE PIPE EXPANDING MACHINE TEE MACHINE VIDEO BEVELING MACHINE PRESS MACHINE MOULDS VIDEO
- News Center Company news Business news
- Contact us Contact us Web site map
-
